







The AmeriTex Conroe planning team met with the Wiggert CEO Martin Wieland, and Max Hoene, the chairman of Advanced Concrete Technologies, Wiggert’s American Division and service provider based in Greenland, New Hampshire to discuss a new advanced batch plant for their Conroe plant.
Members of the AmeriTex planning team visited the Wiggert research and manufacturing facility in Germany, as well as several plants in the U.S. that used ACT/Wiggert mixing and batching systems. “One of the most impressive things about our visit to other facilities that were using ACT/Wiggert batch plants was how efficient and clean the systems were,” recalls AmeriTex’s Bakonyi. “And, the manufacturers we visited had nothing but good things to say about their experience with the systems. The ACT/Wiggert batching system seemed to be a better fit for us in many ways.”

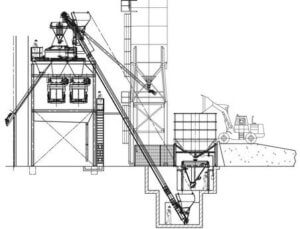
The ACT/Wiggert batch plant not only features state-of-art mixers and advanced automation, but could also be built and equipped in a way that virtually eliminates conveyor belts. This type of compact plant layout (fig. 4) also offered efficient operation and lower start-up costs. For instance, aggregate bins could be fed by a conventional frontend loader, aggregates could be batched and weighed by a rail-mounted traveling weigh batcher, the mixers fed using skip hoists, and fresh mix delivered to pipe and culvert production systems via rail-mounted flying buckets (fig 7).
Choosing a new path for batching and mix delivery The AmeriTex planning team chose an ACT/Wiggert Mobil-Mat Mo3450-4-WCS batch plant (fig. 8) for the new Conroe plant. The batch plant is centrally located in order to feed both wings of the plant equally. The system is protected by an all weather structure that still provides access to aggregate storage in the yard. The new plant includes the following features and components:

-
Two Wiggert HPGM 3450 high shear, planetary countercurrent mixers, which each provide three-cubic-yard output at a rate of about 2.5 minutes per batch. All plant components were delivered preassembled, tested and ready to crane into place upon delive
- Four automatic flying buckets with hydraulic clamshell-style bottom discharge gates supply fresh dry cast concrete mix to each of the four production systems: two Topwerk Radial Press pipe machines and two Variant box culvert production systems. The flying buckets run on rails using four independently powered electric motors and wheels. Bar codes and bar code readers provide real-time information to the flying bucket control system to enable the flying buckets to accurately negotiate curves and elevation changes in the track.
- Each mixer is equipped with three discharge gates for full redundancy. The primary gates discharges into an awaiting flying bucket delivery system and a third gate is available to discharge into alternative delivery systems such as a forklift mounted bucket, self-propelled cart, or ready-mix truck.
- A four-compartment aggregate bin storage system with 400-ton total capacity is charged by frontend loader. Bins feature galvanized cone sections for long life and low cost of ownership. A single traveling weigh batcher is used to collect and weigh sand and gravel and deliver it to the waiting skip hoists for transport up to the mixers.
The weigh batcher is equipped with a Hydrotester probe (fig. 10) to automatically measure and correct for the moisture content of aggregates.
One of the major advantages that the ACT/Wiggert batching system provides to the Conroe plant is in time saved on cleanup and maintenance. The automatic washout systems on the mixers and four flying buckets saves clean-up crews about an hour and half every day in labor per crew member—that’s hundreds of hours per year in labor savings.
By using flying buckets instead of hundreds of feet of conveyors to move dry cast mix to production areas, the firm avoids having to clean conveyor belts and drive mechanisms, as well as cleaning up spillage from the floor under conveyors. “We’ve reduced our clean-up time by about 75 percent,” notes Bakonyi. “The time we save every day not only saves on labor, but it allows us to extend our production time by up to an hour—that’s significant. With flying buckets there is literally no mess. You don’t lose a single rock from the mixer to the production area. With conveyors, the mix sticks to the belt. The belt needs frequent adjustments and mix begins to dry out when it’s spread out on a belt.”
Responsive service was another top reason cited by AmeriTex in choosing the ACT/Wiggert batching system for its new Conroe plant, and a key reason AmeriTex continues to use Topwerk, Prinzing-Pfeiffer. “One of the key benefits we see in the ACT/Wiggert systems is that they make all their own equipment,” Bakonyi emphasizes. ”It’s a turnkey system, so you’re not dealing with a different vendor for the mixers, the conveyor belts, the controls, and so on. If we have a problem, we can call them 24×7 and be put in touch with someone from their team who can help us.”
Read the full CPI article here.